By Stuart C. Porter, PhD.
This article explores emerging trends in continuous pharmaceutical film-coating processes.
While continuous film-coating processes might seem a recent addition to pharmaceutical manufacturing, such processes have seen somewhat limited use in the industry for approximately 30 years. Early continuous pharmaceutical coating processes evolved primarily from processes designed for the agricultural seed coating industries [1]. Initially, these processes were designed to achieve high throughputs (500 to 2,000 kg/h) and were primarily adopted by a few large-volume vitamin manufacturers and private-label consumer healthcare drug manufacturers.

In recent years, the landscape has changed, and continuous film coating has become more attractive to generic drug companies manufacturing relatively large-volume products such as metformin, as well as companies interested in implementing totally continuous manufacturing processes. These changes have required significant technological advances in film-coating equipment and formulations.
Early large-volume fully continuous coating processes have now been complemented by lower-volume fully continuous coaters, semi-continuous coating processes, and rapid-turnaround batch coating processes, as shown in Figure 1. Generally, the throughput rate for a continuous process depends on the equipment design, the amount of coating to be applied (which is usually dictated by tablet size, tablet shape, and coating function), and the nature and solids content of the coating formulation.
Fully Continuous Coaters
Initially, continuous film-coating processes were based on the concept of an elongated side-vented coating pan, as shown in Figure 2, where uncoated tablets are continuously fed into the rotating pan at one end, pass beneath a bank of spray guns, and emerge completely coated at the other end, with a typical process dwell time of about 15 minutes. Potential advantages to this concept include:

• High throughput rates (up to 1,000 to 2,000 kg/h) compared to a large-volume batch coater (typically 300 to 500 kilograms in 2 to 3 hours);
• Less in-process material handling (batch loading and unloading, reduced product warm-up and cooldown times);
• Reduced product exposure to stressful process conditions (heat, moisture, and mechanical duress)— typically 15 to 20 minutes compared to 1 to 3 hours for a batch process;
• Improved coating uniformity (discussed further later);
• Smaller equipment footprints in manufacturing areas; and
• Lower manufacturing costs [2].
However, the advantage of shorter dwell times creates challenges with respect to the coating formulation design. While the possibility of achieving improved coating uniformity potentially allows for lower coating levels, a residence time inside the coating pan of only about 15 minutes means that, with traditional coating formulations (typically hydroxypropyl methylcellulose [HPMC] based, applied at 12 percent w/w solids), achieving the required weight gain often necessitates slower than optimal tablet feed rates. Fortunately, this dilemma has essentially been resolved by the introduction of high-solids coatings (up to 35 percent w/w solids).
For example, recent coating trials using an O’Hara FCC 500 continuous coater (nominal throughput rate of 500 to 600 kg/h) achieved a throughput rate of only about 250 kg/h using a traditional HPMC-based coating applied at 12 percent w/w solids but achieved a throughput rate of approximately 700 kg/h using a newer, high-solids coating (Aquarius Genesis, Ashland) applied at 35 percent w/w solids without sacrificing coated tablet quality or coating uniformity. Such a result has positive implications for both manufacturing capacity and processing costs.
To address the growing interest in fully continuous manufacturing processes (powder enters at one end and packaged final product emerges from the other end), coating equipment suppliers have recently introduced fully continuous coaters that can handle the output from a typical high-speed tableting process (approximately 300,000 to 400,000 tablets per hour). An example of such a pan-coating process is the O’Hara FCC 75, with a typical throughput rate of about 50 to 75 kg/h.

Semi-continuous Coaters
While fully continuous coating equipment was adopted first in the pharmaceutical industry, the introduction of semi-continuous coaters has provoked interest. The Koco coater was an original concept introduced by LL Bohle consisting of several coating pans lined up in series. More recently, the company has adopted a single-pan approach that uses a similar design but employs a short processing time (discussed later).
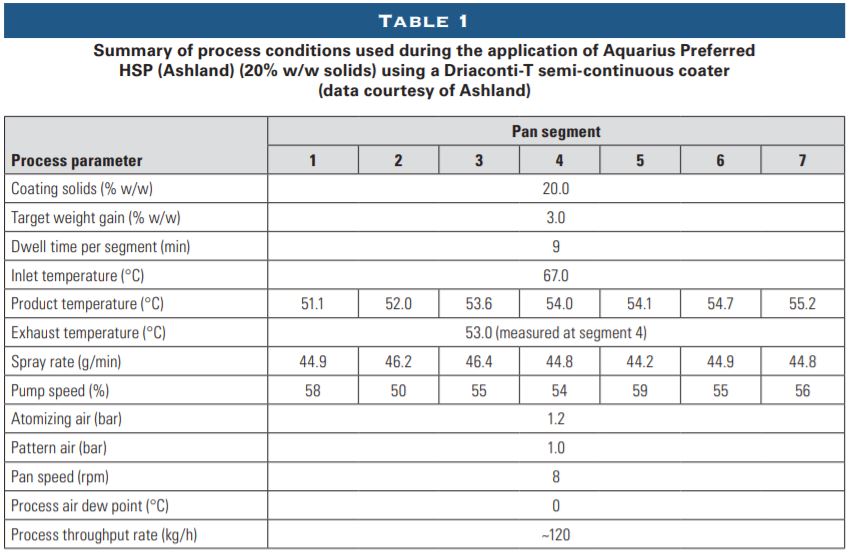
The Driaconti-T semi-continuous coater offered by Driam, shown in Figure 3, is designed around a single extended processing chamber with several segments (typically seven) equipped with gates (or flaps) that can be programmed to allow product to transfer from one segment to the next at preset intervals. (Note that, while the dwell time is flexible, for obvious reasons, it must be the same in each segment.) The Driaconti-T provides important coating flexibility, since:

• The dwell time in each segment can be varied to suit the product being coated. This flexibility allows the operator to select shorter dwell times for low-weight-gain cosmetic coatings and longer dwell times for modified-release coatings that require higher target weight gains.
• A different coating formulation can be applied in each segment. For example, Cunningham, et al. [3] have described the application of a two-part delayed-release coating based on an Opadry (Colorcon) clear seal coat (10 percent w/w solids) followed by an Acryl-Eze (Colorcon) delayedrelease coating (20 percent w/w solids). In this example, the total tablet throughput rate was 26 kg/h, using a seal coat target weight gain of 2 percent, and a delayed-release coating target weight gain of 10 percent. Effective delayed-release performance was achieved at a 6 percent weight gain for the delayed-release coating layer.
• If desired, the spray rate can be varied in each segment, within limits defined by thermodynamic constraints.
The data shown in Table 1 summarize some typical processing conditions that have been successfully used for the application of an intermediate solids coating system using a Driaconti-T coater.
Rapid-turnaround Batch Coaters
Growing interest in fully continuous manufacturing processes raised an important question as to how to introduce film coating into this concept. As discussed earlier, some approaches have involved downsizing fully continuous coating processes or using semi-continuous coating processes. Early on, however, thought was given to adapting batch-processing concepts to a rapid-turnaround process.
One approach presented by Bohle was to adapt the Koco coating process (which, as described earlier, previously involved several batch coaters lined up in series) to use a single coating pan that could apply coatings quickly, enabling the machine to handle multiple sublots in rapid succession. A typical setup for the Bohle Koco coater operating in the rapid-turnaround mode is shown in Figure 4. In this example, the processing time per sublot was 40 minutes, with an overall process throughput rate of >50 kg/h. Interestingly, the coating weight uniformity achieved equated to a relative standard deviation (RSD) of 7 percent, which is much better than a typical coater operating in batch mode. This example used a standard HPMC/polyethylene glycol (PEG) coating formulation. A high-solids coating formulation could potentially cut the coating time in half, consequently doubling the throughput rate.

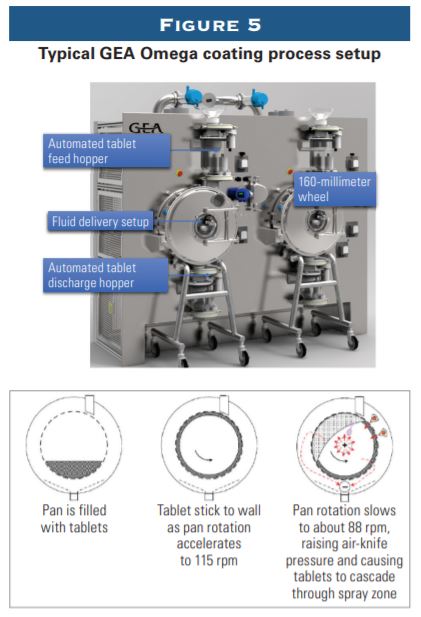
Another interesting approach to semi-continuous rapid turnaround batch coating is the GEA Omega coater, which has been designed as a key element of the company’s continuous ConsiGma manufacturing process. The Omega coater is somewhat unique in design because:
• The batch capacity is typically only 3 to 4 kilograms;
• The batch coating time is around 6 to 8 minutes;
• Two machines operate in parallel—while one is coating, the second is filling to start the next coating cycle;
• Pan speed, process airflows, and inlet temperatures are typically higher than for a normal aqueous coating process; and
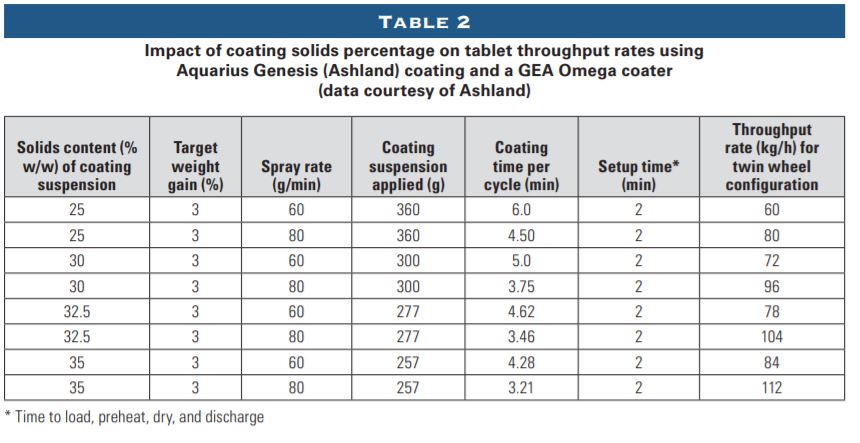
• The high pan speed and negative pressure inside the coater hold the tablets stationary against the pan wall until they are dislodged by means of an air knife at approximately the 11 o’clock position, after which the tablets cascade essentially in free-fall mode through a spray zone created by an upward-pointing spray nozzle. Figure 5 shows an example of the GEA setup, which can typically achieve throughput rates in the range of about 10 to 100 kg/h, depending on the coating formulation type. Table 2 shows the effect of coating solids on achievable throughput rates for this process.
Improved coating uniformity: Myth or reality?
The uniformity of the coating distribution onto the substrate (whether tablets, capsules, or multiparticulates) can be an important quality attribute. For purely cosmetic tablet coatings, little attention is paid to coating uniformity if all tablets appear to be the same color (for color-coated products) at the end of the process. For modified-release coatings (barrier coatings, taste-masking coatings, delayed-release coatings, and controlled-release coatings) and situations where drug-layering is a requisite part of the process, greater attention must be paid to achieving good coating uniformity.
But what constitutes good coating uniformity? For drug-layering processes, uniformity targets are obviously driven by a need to meet drug-content regulatory requirements. For modified-release products, while the targets may be less well defined, the goal is ultimately to achieve consistent and reproducible functionality.
To begin, however, it is necessary to define coating uniformity. Two aspects to consider are:
• Inter-tablet uniformity, which relates to how uniformly the coating is applied to different tablets; and
• Intra-tablet uniformity, which relates to how uniformly the coating is distributed around the surface of each individual tablet.
Both characteristics can be affected by tablet shape and size, with the greatest effect being on intra-tablet uniformity, as described by Wilson and Crossman [5].
Cunningham, et al. [6] in discussing continuous film-coating processes, provided examples that show how such processes might improve coating uniformity. One example addressed color uniformity on tablets coated with a water-soluble tablet coating applied at 20 percent w/w solids, while a second example dealt with improved consistency (in terms of finished product functional characteristics) of a nutraceutical enteric coating applied at 10 percent w/w solids to softgel capsules. The first example
used an O’Hara continuous coater with a target weight gain of 3 percent w/w and achieved a throughput rate of 1,100 to 1,300 kg/h. The second example was performed in a Thomas Engineering continuous coater with a target weight gain of 3 to 4 percent w/w and achieved a throughput rate or 130 to 200 kg/h.
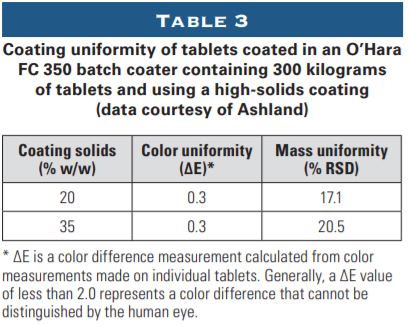
The most important aspect of coating uniformity is mass uniformity (that is, the amount, or thickness, of the coating applied) rather than color uniformity. It is often possible to achieve good color uniformity (with no visible difference in color from tablet to tablet) without achieving good mass uniformity. An example of this conflict is shown in Table 3. These data show that, while color uniformity is exceptional, mass uniformity is much less so.
Regardless of the coating type, achieving exceptional coating uniformity should always be a critical quality attribute (even for cosmetic film coatings), primarily because it:
• Ultimately impacts the quality (in the broadest sense possible) of the medication being delivered to the consumer; and
• Affects product and process costs—the poorer the coating uniformity, the more coating that may have to be applied (a material cost) and the longer the coating process may have to be (a processing cost).
Certain equipment designs are better than others at uniform coating distribution, but many batch tablet coaters in operation today struggle to achieve anything close to good coating uniformity, and RSD values of 15 to 20 percent or more are not uncommon, especially as the process scale increases.
While many factors affect coating uniformity, one that receives little attention is mixing, or tablet movement in the pan. Tablet movement in a coating pan occurs both axially (in the front-to-back direction) and radially (the turnover of the tablet bed as the pan rotates), both of which are facilitated to some extent by baffles on the pan wall. Problematically, both movement types suffer as scale increases, with the greatest detriment being to radial movement, where a “dead zone” is often created in the middle of the tablet bed. This is because the bed depth increases considerably as scale increases, influencing how often tablets are exposed to the spray zone.
Some equipment designs, such as the Bohle coater, minimize this problem by using elongated coating pans that effectively reduce the tablet bed depth, more spray guns to increase the area of coverage in the spray zone, and unique baffle systems to assist in mixing the tablet bed. A potential advantage of continuous coaters is that, by reducing the bed depth and controlling (or possibly eliminating) axial movement and relying primarily on radial movement, they may achieve more frequent and consistent tablet exposure to the spray, resulting in improved coating uniformity. This may be true to some extent, but there are caveats. For a fully continuous coating process, Marjoram [2] suggested that coating uniformity can be improved by:
• Increasing the tablet feed rate, since this reduces the chances of axial mixing; and
• Reducing the tablet bed depth, since this increases the area of the tablet bed exposed to the spray.
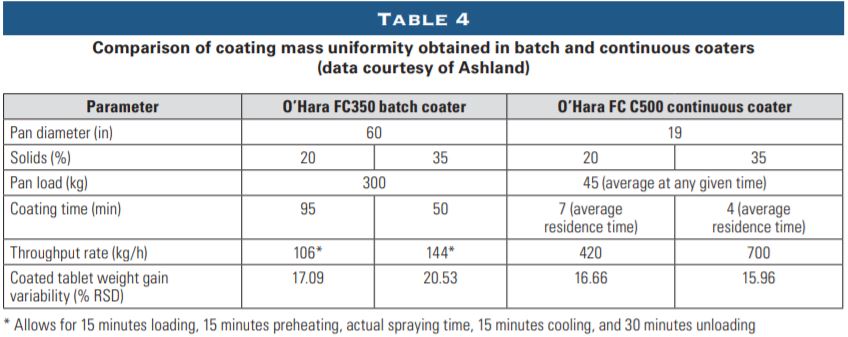
The possibility that fully continuous processes can achieve improved coating uniformity is supported by the data shown in Table 4, where the continuous process achieves a better result, and that result is further enhanced when the feed rate is increased.
Cunningham, et al. [7] provide data illustrating that, when using a novel high-solids film coating, a Driaconti-T coater achieved better mass uniformity than a traditional batch coater. At 25 percent w/w coating solids and a 3 percent target weight gain, the Driaconti-T coater attained a 15.2 percent RSD, while a 48-inch batch coater attained a 23.9 percent RSD.
Little data has been published on coating uniformity in Bohle Koco rapid-turnaround batch coaters. However, a plethora of information is available relating to the Bohle BFC coater (on which the Koco coater is based) suggesting that the coater can achieve remarkable improvements in coating uniformity. For example, Just, et al. [8] have conducted coating optimization trials using a Bohle BFC 50 pilot-scale coater and achieved RSD values as low as 2.7 percent. Out of 19 trials conducted as part of a statistical design of experiments, only four trials failed to meet the compendial requirements of not more than 6.25 percent for drug content uniformity. It is not unrealistic to expect that the Bohle Koco coater could achieve similar results.
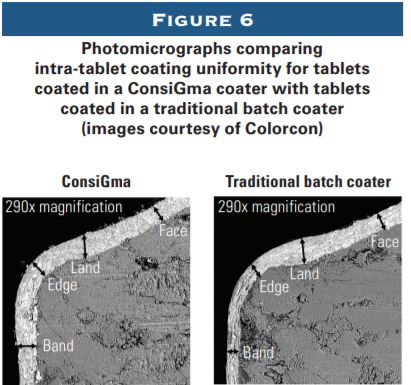
As previously mentioned, intra-tablet coating uniformity is often of equal or greater importance as inter-tablet coating uniformity, such as when applying a modified-release coating. Interestingly, Cunningham, et al. [9] conducted a study using a ConsiGma coating process in which they were able to demonstrate substantial improvement in intra-tablet coating uniformity compared to a traditional batch coater, as shown in Figure 6. The coating being deposited was a delayed-release coating based on Acryl-Eze (Colorcon), where improvements in intra-tablet coating uniformity are certainly a benefit. Some of their data are summarized in Table 5.

Perhaps these results are not surprising, since tablet motion in the ConsiGma coater is totally different to that of a traditional batch coater. In the ConsiGma coater, all tablet surfaces are likely to be equally exposed to the spray, whereas in a batch coater, because of the way tablets slide down the surface of the tablet bed, the tablets’ upper and lower faces get more exposure than the edges and ends.
Measuring coating uniformity has been of increasing interest in recent years, but traditional assessment techniques often involve rescuing and weighing marked tablets at the end of the coating process. Such methods are tedious and cannot provide immediate feedback during the coating process, which has encouraged interest in using various in-line process analytical technology (PAT) tools, including near-infrared spectroscopy (NIR), Raman spectroscopy, terahertz analysis, and optical coherence tomography.
Knop and Kleinebudde [10] have provided an interesting overview of the application of many of these techniques as they relate to the film-coating process. Möltgen, et al. [11] have shown how NIR can be useful as an extremely sensitive tool for monitoring a pan-coating process in real time, with a focus on determining the coating uniformity. Haaser, et al. [12] have provided a review of the application of terahertz imaging techniques for monitoring both inter- and intra-tablet coating variability as well as coating structure. One limitation relates to reduced accuracy at low tablet weight gains, so this application is more appropriate for monitoring the application of modified-release coatings, where weight gains are typically higher. Finally, Markl, et al. [13] have shown how optical coherence tomography is a useful technique for monitoring film-coating processes, with similar benefits to terahertz analysis in terms of scope but without the limitation of inaccuracy at low weight gains. However, it does require the coating to be somewhat transparent, so it is not useful for monitoring the application of opacified, pigmented film coatings.
The application of such in-line PAT tools to batch coating processes can be challenging (though many of these challenges can be overcome), but their application to continuous coating processes may prove simpler.
The availability of PAT tools for in-line monitoring of coating processes provides great value to pharmaceutical scientists and process engineers. However, there is potential value in having access to tools that can study the variables inherent in a coating process and make predictions relating to process conditions that could minimize coating variability. One example, suitable to both batch and continuous coating processes, has recently been described by Choi, et al. [14] and focuses on the design of novel coating uniformity models for tablet pan coaters. Access to tools of this nature facilitate the design of coating processes capable of achieving important quality attributes during the early stages of product development and can ultimately simplify the scale-up process.
As these advancements show, continuous film-coating processes have come a long way from their limited humble beginnings over three decades ago and are positioned to play a key role in modern pharmaceutical manufacturing. Almost certainly, these technologies will continue to advance as the needs of the global pharmaceutical industry continue to evolve.
References
1. S. C. Porter, “Continuous film coating processes: A review,” Tablets & Capsules, April 2007.
2. J. Marjeram, “Advantages of continuous pharmaceutical tablet coating,” Tablets & Capsules, April 2011.
3. C. Cunningham, J. Crönlein, O. Nohynek, and A. Rajabi-Siahboomi, “Simultaneous application of a two-part delayed release coating in a single pass continuous coating process,” Poster #44, CRS Annual Meeting & Exposition, New York, July 2018.
4. N. Hampel, A. Bück, M. Peglow, and E. Tsotsas, “Continuous pellet coating in a Wurster fluidized bed process,” Chemical Engineering Science, February 2013, Vol. 86, pages 87-98.
5. K. E. Wilson and E. Crossman, “The influence of tablet shape and pan speed on intra-tablet film coating uniformity,” Drug Development and Industrial Pharmacy, 1997, Vol. 23, No. 12, pages 1,239-1,243.
6. C. Cunningham, J. Hansell, F. Nuneviller III, and A. R. Rajabi-Siahboomi, “Evaluation of recent advances in continuous film coating processes,” Drug Development and Industrial Pharmacy, February 2010, Vol. 36, No. 2, pages 227-233.
7. C. Cunningham, J. Crönlein, and O. Nohynek, “Evaluation of a continuous-cycled film coater in applying a high-solids coating formulation,” Tablets & Capsules, October 2015.
8. S. Just, G. Toschkoff, A. Funke, D. Djuric, G. Scharrer, J. Khinast, K. Knop, and P. Kleinebudde, “Optimization of inter-tablet coating uniformity for an active coating process at lab and pilot scale,” International Journal of Pharmaceutics, November 2013, Vol. 457, No. 1, pages 1-8.
9. C. Cunningham, C. Neely, A. Birkmire, E. Anderson, and A. Rajabi-Siahboomi, “Enhanced intra-tablet coating uniformity in the ConsiGma coating process,” Poster T1330-11-083, AAPS PharmSci 360, Washington DC, November 2018.
10. K. Klop, and P. Kleinebudde, “PAT-tools for process control in pharmaceutical film-coating applications,” International Journal of Pharmaceutics, December 2013, Vol. 457, No. 2, pages 527-536.
11. C. V. Möltgen, T. Puchert, J. C. Menezes, D. Lochmann, and G. Reich, “A novel in-line, NIR spectroscopy application for the monitoring of tablet film coating in an industrial scale process,” Talanta, April 2012, Vol. 92, pages 26-37.
12. M. Haaser, K. C. Gordon, C. J. Strachan, and T. Rades, “Terahertz pulsed imaging as an advanced characterization for film coatings—A review.” International Journal of Pharmaceutics, December 2013, Vol. 457, No. 2, pages 510-520.
13. D. Markl, G. Hannesschläger, S. Sacher, M. Leitner, and J. G. Khinast, “Optical coherence tomography as a novel tool for in-line monitoring of a pharmaceutical film-coating process,” European Journal of Pharmaceutical Sciences, May 2014, Vol. 55, pages 58-67.
14. M. Choi, S. C. Porter, B. Macht, and A. Meisen, “Novel coating uniformity models for tablet pan coaters,” AAPS PharmSciTech, November 2020, Vol. 22, No. 7, pages 1-17.
Stuart C. Porter, PhD, is president of PPT Pharma Technologies (215-853-4137, sporterpt@aol.com).