By Kathryn Hewlett, Elizabeth Tocce, and Meinolf Brackhagen
Pharmaceutical manufacturing has long been defined by batch processing, wherein each unit operation is performed independently with a pause between each step. This methodical, time-tested approach has been used for decades. But a better method is on the horizon, and other industries that produce and process materials on a massive scale have already made the jump. Industries as diverse as petrochemicals, polymers, and food production have transitioned from batch to continuous processing technologies in manufacturing, driven by cost and quality considerations.
The pharmaceutical industry looks to follow in the footsteps of these industries, backing away from the slow-but-steady pace of batch processing toward a future of continuous manufacturing (CM). Drug developers have much to gain—with CM in place, they can save time, reduce human error, improve quality, and respond more nimbly to market changes. Additionally, the industry as a whole expects to meet increasing demand and keep drug shortages in check.
This promising new method is not without barriers to entry. One potential drawback of CM includes high start-up costs related to equipment—more specifically, retiring the old and purchasing the new. Technicians must be trained, infrastructure revamped, and adequate analytical technology developed to enable the real-time monitoring that CM provides. And on top of all these upfront costs of time and capital, CM finds itself mired in the perception of regulatory uncertainty.
Challenges aside, many of the industry’s most prestigious institutions—including the FDA—hold the view that CM can help prevent shortages, improve risk management, mitigate prescription drug quality concerns, and meet the rising tide of demand. So, what stands in the way of pharma’s adoption of such a seemingly obvious solution? One of the biggest problems we can pinpoint is a knowledge gap around the impact of excipients. Knowing which ones to choose and which to avoid can mean the difference between smooth operations and constant manufacturing headaches. As it turns out, material properties, including those of excipients, are critical to CM performance.
Failure Modes at a Glance
Excipients can impact a continuous process in myriad ways. When that impact skews negative, the resulting problem on the manufacturing line is called a “failure mode.” The most common of these failure modes include segregation, packing, friction, and attrition, all of which affect powder flow. Some failure modes are not inherently problematic, but all must be accounted for when developing a continuous process and formulation to ensure an optimal end product.
Segregation affects both physical properties and product quality. Along the manufacturing line, powders tend to segregate by particle size upon exposure to external forces such as shear. A major discrepancy in parti cle size throughout a formulation can cause issues with content uniformity.
Packing during processing can lead to a change in formulation density. Put simply, small particles can fill the interstitial spaces left between large particles, often resulting in an undesirable change in bulk density. Changes in packing or bulk density within the production line reduces material flow, which can lead to reduced throughput or even a complete shutdown.
Friction impacts mechanical stability and flowability. When particles are subjected to large amounts of friction, such as through shear, it may result in a change in particle morphology or size. Attrition refers to a change in particle size caused by breakage, where larger pieces of particles break off as irregularities from the particle surface are smoothed over. Both friction and attrition can impact formulation performance as the surface area and interaction between particles changes.
The Right Stuff for Every Step
Evaluating the material properties of excipients to use in CM presents a bit of a moving target, as the demands on excipients may change at different stages of a continuous process. For example, at the feeding and blending stage, there is often debate about the importance of powder flow. Since much of the equipment used in CM has been designed to handle a broad range of materials, powder flow diminishes in importance once material is inside the system. However, an ideal excipient should be able to exit the feeder and enter the system in a consistent manner. The downstream processing may be hindered if constant flow cannot be achieved through the hopper.
After feeding and blending have occurred, ingredients go through two more stages: granulation and milling followed by tableting and coating. At both points in the process, factors such as morphology and static behavior become more important. The shift in priorities that occurs during the CM process underscores the importance of making sure a formulation comprises flexible, multi-functional excipients that excel throughout the entire CM process. Excipients that are designed to address the unique challenges at all three stages of a CM process can increase speed to market and enhance quality. Let’s review excipients that perform well during a continuous process.
Feeding and Blending
As mentioned, continuous manufacturing requires excipients that offer good flow properties and robust, reliable functionality across process steps. IFF researchers have found that a specialized morphology of hydroxypropyl methylcellulose (HPMC) can address the first necessity, while a lubricant made from sodium stearyl fumarate (SSF) that allows for one-step mixing can maintain high tablet tensile strength across a range of intense mixing conditions, simplifying the overall blending process.
Find the Flow
One of IFF’s proprietary blends of HPMC (Methocel DC2) possesses a morphology specifically designed for improved powder flow, making it ideal for smooth and uninterrupted feeding and blending. Inconsistent feeding of excipients into the CM process can result in inconsistent performance, such as variations in tablet weight and content. Morphology ultimately impacts how a given tablet compacts downstream, so finding the best balance of morphology, flow, and hardness is paramount.

Researchers conducted a case study to test the advantages of HPMC for the production of minitablets. Two batches of 2-millimeter minitablets were produced at 80 rpm using multitip tooling. One batch contained DC2, while the other used cellulose ether HMPC (Methocel CR HPMC). As shown in Table 1 and Figure 1, the batch made with DC2 produced more tablets within the target weight range with lower variability. In addition, the DC2 material reduced the number of process interruptions compared to the CR material, resulting in a higher number of tablets produced.

Our research has also shown that silicified microcrystalline cellulose (SMCC)—a co-processed blend of MCC and colloidal silicon dioxide— possesses the necessary qualities to improve powder flow. In addition, SMCC performs favorably in terms of compactability and binding, both of which contribute to robust formulations that tend to be uniform in content. This unique excipient also reduces wear on tooling equipment by reducing tablet compaction pressure, a necessity given the uninterrupted nature of CM operations.
The powder flow characteristics of SMCC are especially impressive, dwarfing those of ordinary MCC. As depicted in Figure 2, SMCC registers flow function values well above 10, which is the mark for being considered “free flowing” after analysis in an FT4 powder rheometer. This degree of powder flow has important implications for direct compression, in which blending, lubrication, tablet compression, collection, and characterization must all be considered.
A Sensitive Issue
Lubricant sensitivity can be a problem for CM, especially if limits are placed on when materials can be added. IFF’s proprietary SSF offering (Alubra) has been shown to improve tablet tensile strength and lower friability without interfering with disintegration time. A lubricant that is less sensitive to prolonged mixing—such as one-step mixing—while sustaining these properties is invaluable in the nonstop stream of CM.
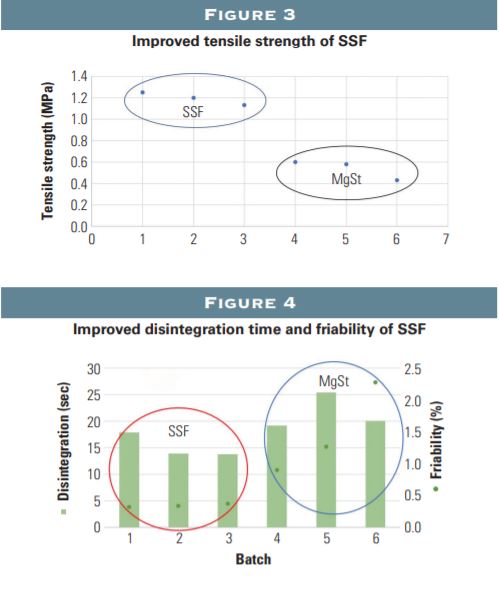
IFF researchers compared six batches of tablets in a recent case study—the first three were lubricated with SSF and the remaining three with magnesium stearate (MgSt). For all batches, ingredients were added simultaneously to a v-blender for mixing at intervals of 10, 20, and 30 minutes. As Figures 3 and 4 clearly show, the batches lubricated with SSF yielded better tensile strength, quicker disintegration time, and lower friability than their MgSt containing counterparts.
Granulation and milling Much like the feeding and blending stage, a streamlined granulation and milling process depends on optimal particle morphology to avoid adhesion and attrition. Tablets manufactured through CM often go through a continuous wet granulation process, so excipients that can spend less time being saturated—and therefore less time drying—are preferable. IFF researchers have determined that a high-density microcrystalline cellulose (MCC) can achieve faster granule build with higher density and less water, which in turn leads to faster drying as desired.
IFF researchers compared two MCC varieties offered by IFF (Avicel PH-101 and PH-301) for granule size as a function of water addition. Both forms of MCC have comparable median particle sizes but possess different bulk densities. PH-301 has a bulk density of approximately 0.4 grams per cubic centimeter (g/cc), while PH-101 has a bulk density of 0.3 g/cc. According to the results shown in Figure 5, using a higher density MCC results in faster granule build with less water. This has the dual benefit of speeding up granulation and shortening drying time because of the reduction in water use. Increasing throughput to the highest limit is of utmost importance in CM, so any excipient that can shorten these processes should be considered by formulators.

Tablet Pressing and Coating
The last phase of CM, where the end product is formed and prepared for mass consumption, also depends on the right selection of excipients. By incorporating the right co- processed excipients into the CM process, formulators stand to benefit from improved process control, which in turn leads to a robust final product with consistent weight and uniform content.
No Lightweight
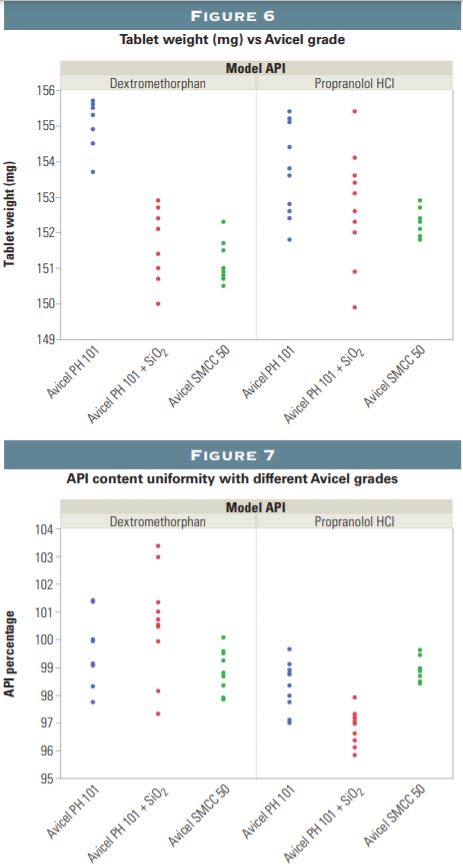
Superior powder flow results in lower weight variation, as shown in Figure 6. This benefit holds up across two very different APIs at both low and high doses, suggesting that SMCC can provide formulators with a consistent method of maintaining tablet weight during tableting. SMCC showed improvement in tablet weight variability when compared to both neat MCC and a physical blend of MCC and silica, suggesting a synergistic improvement in the co-processed product.
Consider the Content
Content uniformity is also critical to performance. If API content changes drastically from tablet to tablet, it could affect the formulation’s overall efficacy. SMCC’s improved powder flow makes a positive impact here, too. Figure 7 shows that content is clearly more uniform in tablets containing SMCC when compared to MCC alone or a physical blend of MCC and silica. In both model formulations, the SMCC enables improved content uniformity that is also closer to the target of 100 percent. This is especially evident with the dextromethorphan HBr formulation, where the lower dose of API means the excipient performance can have a greater impact. In this case, appropriate blending and flow is critical to ensuring even distribution of API throughout the tablets. Again, improved flow upstream helps to achieve proper addition and mixing within a formulation, improving performance of the final dosage form.
It’s the Little Things That will Make CM Work
The shifting priorities along the continuous manufacturing line present formulators with considerable challenges when choosing excipients. Some manufacturers may not even be fully aware that demands on excipients vary depending on the step of the continuous process. As discussed, attributes such as powder flow and multi-functionality may be critical in the early stages but not as important during granulation. Again, these factors are not inherently negative but must be considered as part of both process and formulation development.
There’s no doubt that the industry at large recognizes the advantages offered by CM, especially when it comes to improved throughput and reduced complexity. Hopefully, it now also understands the granularity needed to make CM processes work well. Excipient properties deserve careful consideration at every stage of CM operations. Formulators need to understand how excipients might perform during manufacturing and how a continuous process might impact or alter them, if at all. Characterizing these attributes is the first step in establishing a robust CM process. Taking these small steps could bridge the gap to wider industry adoption of CM in the very near future.
Kathryn Hewlett, Elizabeth Tocce, and Meinolf Brackhagen are application and development scientists at IFF (formerly DuPont Nutrition & Biosciences) (www.iff.com).