 Fred A. Rowley Solid Dosage Training
Fred A. Rowley Solid Dosage Training
When lecturing at pharmaceutical R&D departments and colleges of pharmacy, I am often asked why one batch of a tablet formulation will compress differently from the previous batches. Often, the answer has to do with air trapped in the formulation during blending. Variations in the amount of air entrapped in a powder can greatly influence how the powder flows in a tablet press.
Most process development engineers have probably noticed that the height of some finished powder blends decreases over time when stored in a drum or intermediate bulk container (IBC), while the level of other finished blends remains essentially unchanged. This change in height comes from a phenomenon called “air percolation,” which is the evacuation of air trapped in the material during blending1. Understanding this simple concept can be very helpful for achieving successful process validation and more reproducible results in tablet compression.
Air percolation after blending
All powders and powder blends percolate to some degree after blending. The amount of percolation largely depends on the nature of the powder or blend and the class of blender used. Pharmaceutical solid dosage manufacturing processes almost always use tumble blenders, which tend to trap large quantities of air in the material during blending. Poor flow due to air percolation should not be confused with poor flow caused by static electricity, which should be addressed during blend discharge by properly grounding the equipment.
How and when entrapped air dissipates from a blend should be of tremendous interest to tablet manufacturers. A hold-time protocol for a finished powder blend indicates how long the blend may be held prior to tablet compression or capsule filling. This is often misinterpreted to mean the maximum period of time allowed before the active pharmaceutical ingredient (API) changes or degrades, but it actually relates to air entrapment in the stored material and how that air influences flow and tablet compression. Figure 1 compares the flowability over time between a blend that compacts due to air percolation and a blend that doesn’t.
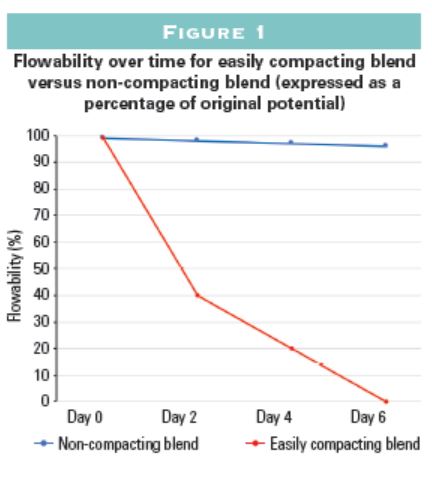
Air percolation from powder blends tends to occur in a dual phase model2. This means that most of the potential percolation occurs within the first 60 minutes after blending (phase 1). At some point the reaction becomes self-limiting and an initial equilibrium is established. However, with some blends the reaction continues on a descending curve until the air fully evacuates and the blend is totally compacted (phase 2)3. At that point, blend compaction may be terminal, and the powder will no longer flow, even with additional mechanical agitation.
In addition to influencing tablet compression, understanding the effect of both percolation phases is critical for reliable blend assay results. It is important to take powder samples for dosage uniformity purposes after the initial phase 1 air percolation has occurred. When this initial time point begins may vary from product to product and even from strength to strength within a specific product. For this reason, some companies establish a general waiting period, such as 30 minutes, before taking powder samples.
There are documented cases where blend uniformity results were out of specification when samples were taken immediately after the blend was discharged into either drums or IBCs. Subsequent samples taken 30 to 60 minutes later showed tight drug uniformity.
Determining a formulation’s optimal compression time
As the percolation proceeds through phase 2, manufacturers must determine when to compress the formulation into tablets. Understanding how the air percolates during phase 2 for a given material can provide insight into performance differences between batches compressed sequentially on the same tablet press. All finished blends have a period of time after blending during which flow is optimal for tablet compression. Compressing with the blend outside of this optimal time period often results in greater variations in tablet weight and content uniformity.
If the material equilibrates shortly after phase 2 begins, a certain amount of air remains in the powder. This air must be subsequently dissipated by the tablet press through an optimized application of pre-compression punch entry and tablet thickness controls combined with the main compression or final punch entry setting.
A more serious problem than equilibration is if the phase 2 air percolation continues until the blend becomes totally compacted. Some powder blends have unique air percolation profiles and mustn’t be allowed to sit in a production or laboratory queue before tableting. While the formulation may meet the blend uniformity acceptance criteria immediately after blending, the API may segregate or agglomerate over time due to air percolation. It’s important to identify this behavior during a hold-time study as part of an overall process validation to avoid introducing a potentially serious process variable that may go unnoticed and become institutionalized.
Once complete compaction occurs, a powder blend may never be fluid again, and it will be difficult or impossible to run it through a tablet press. This is often immediately evident when an IBC is engaged at the tablet press dumping station, but the powder will not flow unless excessive mechanical force is applied. Even with hand scooping, powder placed into the tablet press hopper will not flow. This causes productivity to suffer as the operator must place a vibrator on the tablet press hopper or reduce the tablet press speed to achieve the target tablet weight. In some cases, the blend will exhibit erratic flow into the feeder, causing excessive hardness or content and weight variations, problems that might have been avoided if the formulation had been compressed sooner after blending.
References
1. A. Pandeya and P. M. Puri, “Rate-dependent mechanical properties of dry blended pharmaceutical powder formulations for tabletting applications,” Powder Technology, Vol. 207, Issues 1-3, pages 26-34, 2011.
2. H. Leuenberger, “The application of percolation theory in powder technology”, Advanced Powder Technology, Vol. 10, Issue 4, pages 323-352, 1999.
3. J. S. Gill, A. K. Jha, and V. M. Puri, “Distribution of fines during percolation segregation for varying bed depths in binary size mixtures of potash,” Particulate Science and Technology: An International Journal, Vol. 27, Issue 1, pages 97-106, 2009.
Fred A. Rowley is president and chief guest lecturer at Solid Dosage Training (925 352 5724, www.soliddosagetrainin gandtroubleshooting.com). Rowley is also a member of Tablets & Capsules’ editorial advisory board.