
Fred A. Rowley Solid Dosage Training
Over the last two decades, many researchers have sought a better understanding of high-shear granulation. Some have even worked toward finding ways to predict the results of the process, which can involve a cornucopia of active pharmaceutical ingredients (APIs) and different combinations of excipients. At the same time, suppliers of granulation equipment have updated their machines to give more consistent results. Yet despite hundreds of studies and countless symposia and improvements, high-shear granulation remains unpredictable.
The high-shear granulation process comprises three basic phases: pre-mixing, wet massing, and drying. In most cases, drying is performed on trays in an oven or fluidized-bed processor. Most research has focused on the wet massing portion of the process, and correctly so because the overall result can change quickly if it’s not well controlled.
To gain better process understanding, pharmaceutical manufacturers use different probes, cameras, calculations, and theories. A common approach to determining the endpoint of the wet massing phase is to track how much resistance the impeller encounters. Typically, this involves monitoring the increase in the amperage drawn or in the hydraulic force required. These kind of techniques are useful, but they don’t explain or prevent two perplexing process results: 1) After the process endpoint is said to be reached, a large portion of the granulating liquid may remain, and 2) the process endpoint is not achieved even after making incremental additions of the granulating liquid.
In fact, both situations can occur, even when the same API, formula, vendor lot, and process vessel are used in a multiple-batch campaign. Some manufacturers accommodate these unexplained results by specifying an acceptable range of endpoints. Sometimes that works, and a final value within that range is completely predictive of the granulation’s performance on the tablet press. In other cases, the outcome is less certain and that unpredictability has led some manufacturers to abandon wet granulation in favor of roller compaction or other alternatives. Over the years, I’ve heard a lot of grumbling about high-shear granulation. Do the following complaints sound familiar? Maybe you’ve even made them yourself:
- With some products I achieve the desired amp/power reading before I use all of the granulating solution.
- With some products I never achieve the desired amp/power reading no matter how much solution I add.
- With some products, the amp/power reading never registers because it’s so small.
- I see different results on the tablet press even when I use the same granulation procedure.
In short, progress has been slow and uneven and controlling the process remains something of an art. As a result, some pharmaceutical companies are moving away from relying on probes and fixed liquid additions as a means to reach the endpoint. In fact, some of the generic companies I work with are abandoning the resistance-based model in favor of adding restrictive instructions to the master batch record to give operators more say in the process. While that may sound potentially arbitrary, there is science that supports the practice.
Pre-Mixing
From my review of the research, it appears that many studies take the pre-mixing cycle for granted. In fact, I haven’t seen any articles or studies that focus on it or give it much scrutiny. Yet in the manufacturing setting, many operators understand its importance quite well. They’ve noticed that in some cases—in granulators that use a topor bottom-driven impeller—the dry powder only gets partially blended and can splatter across the sides and lid of the process vessel. In other cases, the formulation leaves no residue.
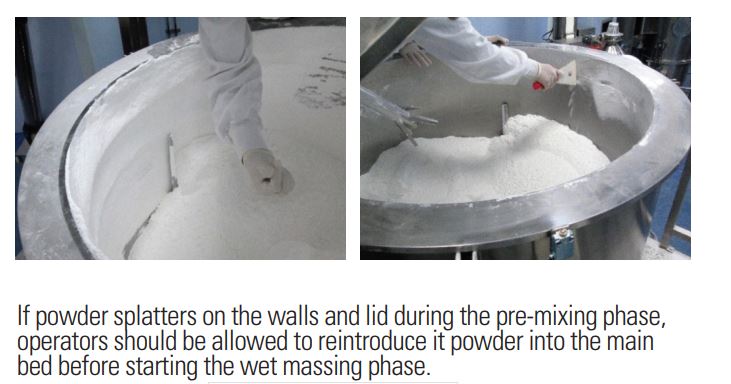
If the powder splatters, it should be removed from the walls and lid and reintroduced into the main bed or the wet massing phase will suffer. In operations where scraping is frequent, some manufacturers made two changes: 1) Adding a separate pre-blending step before introducing the powder into the granulator, and 2) instructing operators to stop the process and scrape any splattered powder and return it to the product bed before starting the wet massing phase (photos).
If there’s no separate pre-blending step, I recommend operators set the impeller at low speed in addition to scraping off the dry powder.
Physical Standardization
The many problems that arise with high-shear granulation have led some firms to conclude that probes are an unreliable way to track and quantify the process and to determine the endpoint. Some generic manufacturers have abandoned probes altogether and embraced what I call “physical standardization” because, in some cases, it gives more reproducible results on the manufacturing floor and hence a more validation-friendly process.
The concept of physical standardization grew from observing—at multiple sites—two behaviors of granulations processed in top- and bottom-driven high-shear granulators, but especially in bottom-driven machines. The first, as noted above, is that powder often splatters during pre-mixing. (It can also happen during wet massing.) The second is the failure to standardize the quantity of granulating solution to the length of the mixing period after the solution is added. With most formulations and in most top- and bottom-driven granulators, powder splattering is unavoidable. The splattering pattern, however, varies and is a function of the quantity of powder in the vessel, the nature and quantity of the API, the impeller type, the vessel configuration, and the impeller speed.

Thus, in a pre-mixing phase that calls for different impeller speeds, different rates and patterns of splattering will occur and the makeup of the powders adhering to the vessel’s interior will vary. If the powder isn’t scraped off and returned to the powder bed before wet massing begins, some of the increasingly wetted powder will adhere to the vessel’s interior and/or the splattered dry powder. Over time, the splattered powders may or may not fall back into the in-motion powder bed, and how much powder returns and at what point during the wet massing phase will affect the degree of variation in the outcome. This is true regardless of whether the spray rate, impeller speed, and/or probe-based endpoint determination were under tight control.
That’s why it’s better to periodically scrape the powder from the vessel walls: If done at the same intervals in the process, it standardizes the outcome. Naturally, you must cite the frequency of scraping as a critical operating parameter in your batch records. The photos above show the variability of how different APIs/formulations perform during wet granulation. Each could require different scraping protocols, which you’d need to determine and document.
The standardized approach is effective because it focuses on the position of the powder in the pre- and postsolution mixing phases and thus addresses—in part—the variability of the formulation and the rate and method of solution addition, as well as the configuration of the impeller and vessel. Plus, it’s much simpler and reliable than devising an equation or model that accounts for all the possibilities of endpoint determination. In fact, I think a one-size-fits-all model is impractible given the variables involved. With physical standardization, however, it’s possible to overcome myriad problems regardless of the many variables, including the different impellers employed, some of which are shown above.
Physical standardization is also superior to another common practice: Adding a fixed amout of granulating solution at a fixed rate and not allowing additional increments. While that works sometimes, it’s usually a futile attempt to achieve a mythical fixed endpoint. Even when precise additions aren’t possible, as is the case when starch-based excipients are used, operators who are too focused on adding an exact quantity are not paying enough attention to incremental additions and the overall process. Furthermore, many companies fix the interval at which a post-solution addition can be made, which presumes that the process doesn’t vary according to the total amount of solution that might be added.
In summary, an alternative approach to resolving the traditional problems associated with high-shear powder granulation is gaining traction, especially among overseas generic manufacturers. It warrants our attention and, if it provides more reliable, reproducible results, our support.
Fred A. Rowley is the owner and chief lecturer at Solid Dosage Training, 497 Phoenix Circle, Vallejo, CA. 94589. Tel. 925 352 5724. Website: www.soliddosagetraining.com. Rowley is also an editorial advisor to Tablets & Capsules.